2 years warranty
The warranty for our machine is one year longer than the warranty provided by other factories.
Strong service team
We will give response within 24 hours against your problem by our professional engineer.


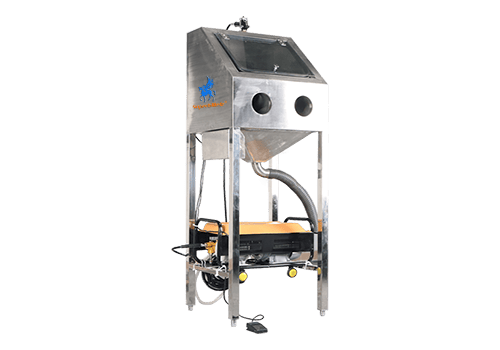
Lost wax casting process is one of the most effective production methods for jewelry casting. Regarded by numerous experts as a highly efficient method, its dominance in the creation of custom jewelry, such as rings, bracelets, and pendants can be seconded to none.
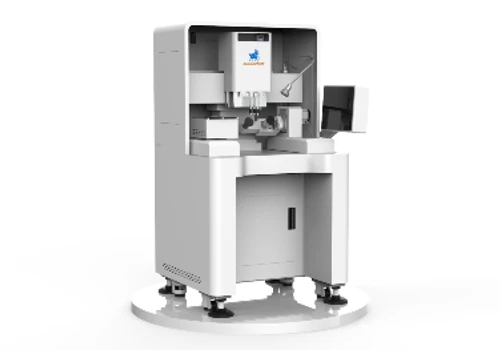
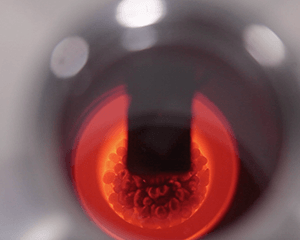
Vacuum pressure jewelry casting equipment is among the many lost wax casting methods that have propelled lost wax casting usage in the industry. Hundreds of renowned jewelry manufacturers fancy using a vacuum pressurized lost wax casting machine in casting metals such as pure gold, silver, copper, platinum, etc.
It’s of importance to note that casting jewelry via the traditional jewelry casting methods would easily leave you with finished piece prone to oxidation, bubbles, and cracks— making the post-casting process extremely cumbersome.
The vacuum pressure casting process, on the other hand, operates in a closed environment. This ensures that you do not have to worry about oxidation, densification, shrinkage, or porosity of the final product. Vacuum casting method provides high dimensional accuracy and excellent surface finish. Suitable for casting complex-shaped Jewelry, small holes, and thin-walled Jewelry.

































The warranty for our machine is one year longer than the warranty provided by other factories.
We will give response within 24 hours against your problem by our professional engineer.
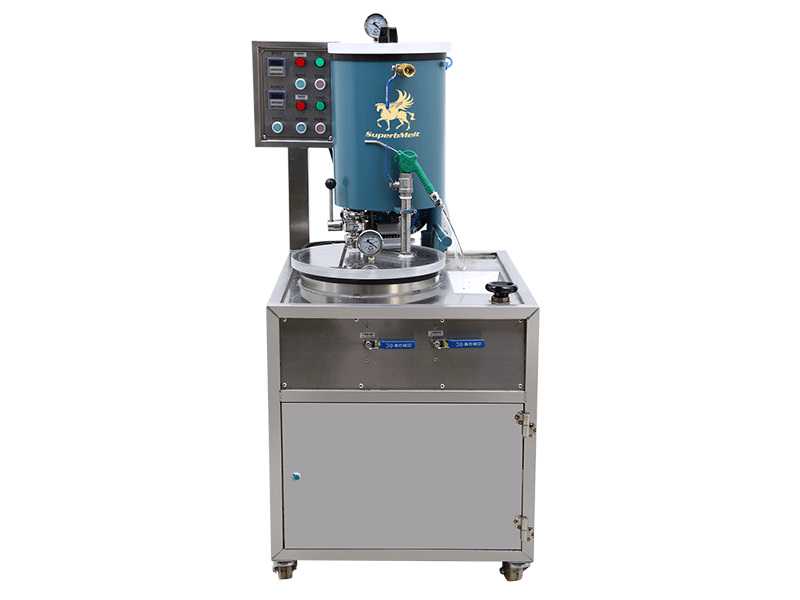
Centrifugal casting method has been at the forefront of the casting industry for hundreds of years. The first centrifugal casting machines dates back to 1807. Generally known for casting hollow pipes and tubes, the smooth and efficient casting style involved has been inculcated into wax jewelry casting.
Centrifugal jewelry casting process involves the use of the centrifuge force to create inertia capable of distributing metal into the hollow cavity. Designed with a flask placed in a cradle on a swing arm in direct alignment with a crucible, the melted burn out produced from the hollow cavity is dependent on the heat frequency, induction and the torch used in melting the metal. After a maximum melting point has been attained, the inertia reduces and the burnout is poured into the flask.
Tools Required for Centrifugal Casting
The casting process attached to using the centrifugal lost wax casting rings is dependent on the surface tension of the molten metal. Casting delicate metals would require more force to enable the machine to create durable molds.
When making use of centrifugal casting method, keeping a tab on the force been exacted by the centrifuge when creating a mold is of utmost importance. Excessive force can cause damage to the hollow cavity while too little wouldn’t be able to fill up tiny areas of the mold.
Centrifugal machines require the usage of a protective fence to ensure that molten metal doesn’t escape in situations where blow out occurs. While learning how to cast jewelry using the centrifugal method, adhering to the instructions listed below would enable you to avoid casting with flasks that are off-balance.
Lost wax casting might have been able to garner a reputable number of individuals and companies to its casting methods but it isn’t all there is. The other notable casting processes available are plaster mold casting and sand casting.
Sand Casting
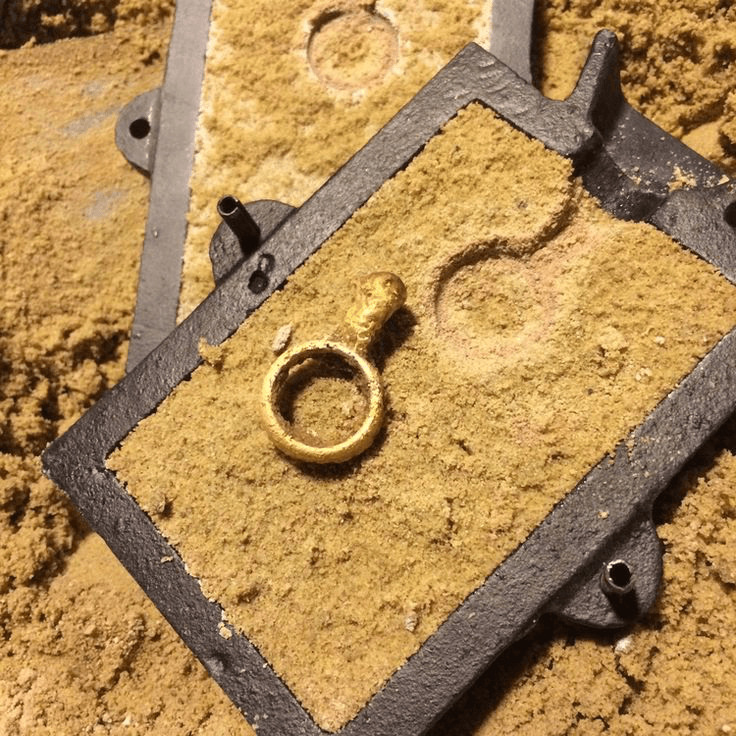
You wouldn’t find a better casting method for casting small molds at a profitable cost. Sand casting has been in use since the dawn of ancient Egypt. Its reliance on silica-based materials enables users to gain access to a casting process void of tearing and cracking. With the inclusion of clay to the sand casting process, a durable amount of flexibility during the cooling phase is obtainable.
Sand casting does not provide much room for the creation of ornaments and jewelrys like investment casting. Its credibility is widely acknowledged in the automotive and housing industry. Amongst all the traditional casting methods available, sand casting is the most cost-effective and suitable casting method for casting ferrous and non-ferrous materials.
Sand casting, on the other hand, is a bit unreliable in terms of accuracy. Gaining accurate measurements while casting components with specified size and weights can keep you at its wheels all day. Sand casting process bounds objects together using clays, chemical binders, or polymerized oils. Sand casting does not require as much maintenance as other casting methods.
Plaster Mold Casting

Sand casting and plaster mold casting shares a similar process. The major difference between the two-casting process is the mold material being used. Plaster mold casting utilises gypsum, strengthening compound, and water.
This casting process also requires the use of anti-adhesive compounds. These compounds are coated around the pattern to avoid stockage with the mold and to fill up cracks that might occur during casting.
While the plaster mold casting method does not provide wax molds for casting jewelry, the method is a bit cost-efficient for casting large molds. Plaster mold casting provides users with a smoother and more accurate surface than sand casting.
The casting technique can only be used with low melting point non-ferrous materials. Plaster mold method is termed expensive by most casting companies due to the high cost of maintenance it possesses.
| Casting method | Advantages | Disadvantages | Uses | Burn out cycle |
| Vacuum casting method | Short production time. Notable degree of accuracy. Smooth surface finish. | A bit expensive. | jewelrys, pipes, flywheels, cylinder liners. | 1600° F for 12 to 16 hours |
| Centrifugal casting method | A high degree of accuracy. Capable of creating tiny wall parts with accurate geometrics. Extremely smooth surface finish. | Quite expensive. | jewelry, pipes, flywheels, cylinder liners. | 1600° F for 12 to 16 hours |
| Sand casting method | Little requirement for maintenance. Can be easily recycled. Suitable for casting ferrous and non-ferrous materials. | Low accuracy level. Creates products with a rough surface finish. | Automotive and housing equipment. | Less than a week |
| Plaster mold casting method | Smooth surface finish. Can cast surface shape with thin walls. Better dimensional accuracy than sand casting | Quite expensive High requirement for maintenance | Casting equipment of complex geometry | Less than a week |
Superbmelt is designed to provide a one-stop casting service for your precious metal casting line. Known for our reputability with numerous famous brands, our machines are pack filled with features capable of providing an exceptional casting experience to individuals and companies.
With loads of jewelry casting equipment for sale, a 24 hours support service and a professional R&D team to enable us to keep up with the ever-changing pace of the digital world, you can expect reliability at its peak from the services we provide.
Air entrapment in wax patterns is one of the causes of casting defects in jewelry. Once the wax model has air inclusions, it may cause air bubbles to form inside the jewelry structure, causing breakage and reducing the texture.
Air of wax entrapment usually occurs for two reasons:
When the wax is injected into the mold, the flow rate is too fast, creating turbulence and air bubbles. Therefore the speed of wax injection into the mold should be reduced, and the diameter of wax injection can also be increased. At the same time, the durability of the mold ventilation system needs to be enhanced.
It could also be that the furnace system is not in optimal condition, so the gaskets and other parts of the furnace system will need to be cleaned periodically.

Wrinkling on the jewelry surface has a lot to do with the quality and placement of the plaster flask.
Good quality investment powder is a necessary condition, and attention should be paid to the time and temperature of firing to reduce the deformation of the investment mold.
The melting furnace wall is the place with the highest temperature, so avoid placing the flask too close to the furnace wall, and try to place it in the middle to ensure that the flask will not be heated unevenly during the melting process.
When there is a slight wrinkle, it can be solved by polishing and grinding in the later stage.

The delicacy of the finished jewelry is also affected by the perfection of the wax tree.
The connection points of the wax tree must be smooth and seamless, and there should be no wrinkling. If the connection parts are not fine enough, the finished product will be rough, and more time and cost will be spent on polishing and grinding in the later stage. When there are too obvious defects in the tree planting process, the wax should be melted directly and the wax tree should be replanted.
Another thing to consider is the spacing when making wax tree, avoid being too close to the flask, otherwise it will cause high temperature to break the workpiece and cause defects. The mechanical properties need to be considered when connecting, so that the molten metal can pass through each channel smoothly to avoid incompleteness, deformation and shrinkage.
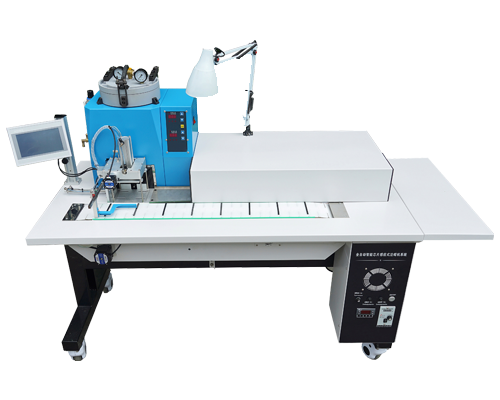
In order to make the finished jewelry with high precision and completeness, the wax burning step needs to be precise.
When burning wax, avoid wax residue, otherwise the wax will solidify and leave watermarks, and when pouring, it will cause style defects, and you may get a finished product without texture. .
Therefore, we can use our wax burning machine, which has a secondary combustion function, which can melt the wax more thoroughly and avoid this problem.

It is also very important to control the temperature of the molten metal. If the temperature of the molten metal is too low or the insulation of the flask is not enough, it will cause the phenomenon of shrinkage cavity and loss of the metal workpiece when the molten metal is cooled too fast during the casting process.
At the same time, if the next step of washing is carried out too early, the internal stress will be increased, which may cause cracks in the metal workpiece, so the washing time also needs to be precisely controlled.

During the casting process, it is necessary to precisely control the pressure, only apply the required force, and avoid applying unnecessary pressure to the material, otherwise it will cause cracks in the workpiece.
Although cracks can be resolved by polishing and cleaning, this will take more time and effort, so it should be done in one step during casting, so that jewelry production can be completed more efficiently.

Inclusions are a common problem in jewelry casting and generally occur during pouring, investment mixing and making wax tree. The generation of inclusions can easily make bad effect of the jewelry. Even if he can remove it, it will leave an obvious pores. This kind of problem cannot be solved by polishing.
Therefore, when selecting materials, high-purity metals should be used, and they need to be poured under the protection of vacuum and inert gas. The medium and high frequency induction furnace of SuperbMelt can handle it well, and its melting speed is fast and the whole process is in a vacuum environment. At the same time, the use of large amounts of flux should also be avoided, so as not to cause the metal to react with air to form impurities.

Although the production of investment mold is very simple, it is also the key to whether the casting product can have good results. Increasing pressure during investment may lead to pin defects. The use of bad quality investment materials should be avoided.
Pins is generally produced at the bottom of the flask with the highest pressure and the edge of the workpiece, which will leave a very rough surface on the jewelry. Therefore, attention should be paid to the step of making the investment mold, and the water-powder ratio and mixing time of the investment mold should be accurate.

Jewelry casting dates as far back as 700 BC. Since its inception, hundreds of notable jewelry rings casting process has been created. Metals such as gold, silver and platinum are widely regarded as the best material for casting a fine piece of jewelry due to their malleability and rarity on the earth crust.
Whether you fancy the traditional jewelry casting process contained in this piece or the renowned vacuum pressurized jewellery casting machine and lost wax casting equipment we proffer is seeming like the perfect option, there are two must-haves ‘Time and Money’. Jewelry casting is a strenuous job, without adequate preparation and investment, exploring the profitability the craft offers would be impossible.
![]() © Copyright 2008-2021 Superb Electromachinery Co., Limited
© Copyright 2008-2021 Superb Electromachinery Co., Limited